The global demand for Amber Glass Bottles has seen an unprecedented surge over the last decade. As industries shift away from single-use plastics due to environmental concerns and regulatory pressures, glass—specifically amber-tinted glass—has emerged as the gold standard for premium and sensitive products. From the pharmaceutical laboratories of Germany to the craft breweries of North America, amber glass is the preferred choice for protecting light-sensitive contents from harmful UV rays.
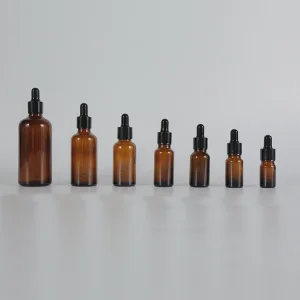
According to recent market reports, the global pharmaceutical glass packaging market is projected to reach USD 22.4 billion by 2027. Amber glass accounts for a significant portion of this growth because of its unique ability to filter out light in the 200nm to 450nm range. This makes it indispensable for essential oils, chemical reagents, and medications that would otherwise degrade or lose potency when exposed to natural or artificial light.
In the European Market, the emphasis is heavily on sustainability and "circular economy" models. Factories are required to provide high-recycle-content glass. Our OEM/ODM services cater to this by optimizing the raw material mix without compromising structural integrity.
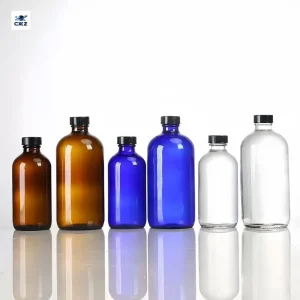
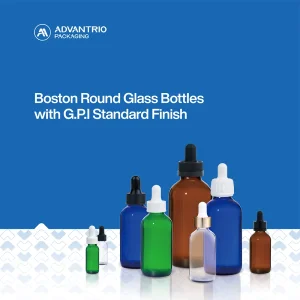
In North America, the "Craft Movement" in beverages and cosmetics has created a massive demand for unique, custom-branded amber bottles. Here, the "Boston Round" and "Euro Dropper" styles are dominant, often paired with high-tech dispensing closures like phenolic caps or precision pipettes.
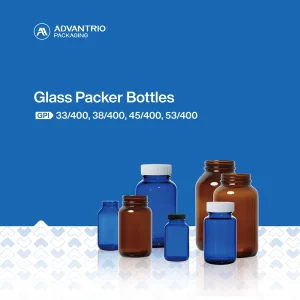
In South East Asia and Latin America, the pharmaceutical sector is the primary driver, requiring bulk exports of standard medicine bottles that meet international safety standards (USP Type III).

The glass manufacturing industry is no longer just about melting sand; it is an AI-driven, high-precision technology field.
Key trends we are currently observing include:
China remains the world's powerhouse for glass manufacturing, and for good reason. Guangzhou Bogart Glass Products Co., Ltd. exemplifies the competitive advantages of sourcing from the Pearl River Delta:
1. Integrated Supply Chain: Unlike many other regions, we have immediate access to specialized cap manufacturers, label printers, and logistics hubs within a 50km radius. This drastically reduces lead times.
2. OEM/ODM Flexibility: Our R&D team can transform a 3D sketch into a physical glass sample in as little as 15 days. We offer deep customization including frosting, hot stamping, and color spraying.
3. Cost-to-Quality Ratio: By utilizing automated melting furnaces and robotic inspection arms, we maintain consistent Type III glass quality at a price point that European and American factories struggle to match.
Bogart Glass is a comprehensive enterprise integrating development, research, production and sales. Our products are used in cosmetic packaging: all kinds of essential oil bottles, cream bottles, lotion bottles, glass perfume bottles, etc., as well as with cover, with various nozzles, pressure pumps, and hardware kits. And product reprocessing, such as: high and low temperature silk screen, spray paint, hot stamping silver, frosting, grinding, spraying, polishing and so on.
Our Journey: Accumulate production experience and technology, produce on a small scale, and establish a foothold in the local market with quality and integrity. Growth and development (2008-2015): expand the product line to cosmetics glass bottles such as lotion bottles, improve processes, such as high and low temperature silk screen printing, and optimize sanding.
International Expansion: Expand the market, accumulate customers, sell products to surrounding areas, and enhance brand awareness and market share. Process Upgrade and Start of Foreign Trade (2015-2020): Breakthroughs in hot stamping/silver stamping processes, innovative sanding and polishing, and production of professional glass bottles such as essential oils.
Advanced glass melting furnaces ensure that glass raw materials are fully melted, with a large daily output of glass liquid, which can meet the needs of large-scale production.
Strictly test each batch of raw materials to ensure they meet high-quality standards and control product quality from the source.
Professional R&D team covering materials science and process design to bring your OEM visions to life.
We have a complete after-sales service system, ensuring that every export shipment arrives safely and meets your specifications.
When global buyers search for "Amber Glass Bottle Exporters," they are looking for more than just a container. They are looking for reliability and compliance. For the pharmaceutical industry, this means meeting USP <660> and EP 3.2.1 standards. For the beverage industry, it means thermal shock resistance and internal pressure strength for carbonated drinks.
At Bogart Glass, we optimize our production cycles to handle both bulk commodity orders and high-end artisanal runs. Our amber glass is formulated with iron and sulfur compounds to ensure the deep, rich brown color that provides maximum light blockage. This is critical for Essential Oil Brands, where a single photon of light can trigger an oxidative reaction, ruining the therapeutic properties of the oil.
We also recognize the importance of the "unboxing experience." In the modern e-commerce world, the glass bottle is often the first physical touchpoint a customer has with a brand. Our matte frosting and silk-screening capabilities transform a standard amber bottle into a luxury object, increasing perceived value and customer loyalty.