The global market for glass graduated bottles is witnessing an unprecedented surge, driven by the expanding pharmaceutical, biotechnology, and chemical research sectors. As industries move away from single-use plastics toward sustainable, high-integrity materials, borosilicate glass has emerged as the gold standard. In laboratories from Berlin to Boston, precision is not just a requirement—it is a safety mandate. Graduated bottles provide the necessary metric accuracy for critical formulations, media storage, and titration processes.
Current industrial data suggests that the demand for high-quality laboratory glassware is growing at a CAGR of 4.5% annually. This growth is fueled by massive investments in life sciences and the increasing complexity of chemical reagents that require chemically inert storage solutions. As a leading manufacturer, we understand that a graduated bottle is more than just a container; it is a tool for scientific discovery and industrial precision.
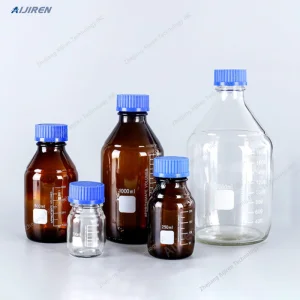
Our bottles feature permanent, white enamel graduations that remain legible even after repeated autoclaving and chemical exposure.
Using 3.3 Borosilicate glass ensures high resistance to thermal shock, allowing for direct heating and sterilization.
Glass is 100% recyclable. We help global corporations meet their ESG goals by providing durable, reusable glassware solutions.

The GL45 blue screw cap media bottle is the backbone of modern laboratory storage. Designed for convenience and safety, these bottles are indispensable for storing reagents, culture media, and hazardous chemicals. The graduated scale allows for quick volume assessment at a glance.
Our manufacturing process involves rigorous stress-testing to ensure that every bottle can withstand the vacuum pressures often associated with lab work. Whether you are in a high-school lab or a top-tier pharmaceutical research facility, our GL45 series provides the reliability you need.
View Technical SpecsDigitalization is hitting the glassware industry. We are seeing a trend towards "Smart Glassware" where bottles are equipped with RFID tags or QR codes for real-time inventory tracking and batch traceability. As a forward-thinking factory, Guangzhou Bogart Glass is at the forefront of integrating these technologies into our production lines.
Moreover, the "Clean Beauty" movement in cosmetics has shifted the demand for graduated pipette bottles. Brands now use graduations not just for lab work, but as a design element to communicate transparency and scientific efficacy to the consumer. This blend of industrial utility and aesthetic appeal is where our customization services shine.
The high-end cosmetic industry demands more than just a bottle; they demand a luxury experience paired with pharmaceutical precision. Our graduated pipette bottles are perfect for essential oils, serums, and concentrated treatments. The accurate scale on the glass dropper ensures users apply the exact dosage required.
Available in Amber, Green, Blue, and Clear glass, these bottles protect sensitive ingredients from UV degradation while offering a professional, laboratory-grade aesthetic that consumers trust. Custom branding and silk-screening are available to match your brand's unique identity.
Request Custom Quote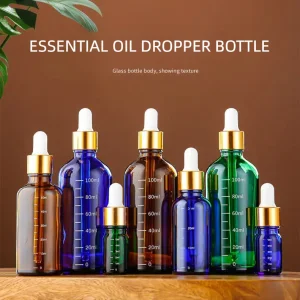
China remains the world's powerhouse for glassware manufacturing due to the unique combination of raw material accessibility, advanced logistics, and a highly skilled workforce. At Guangzhou Bogart Glass Products Co., Ltd, we take these national advantages and elevate them through our own rigorous internal standards.
Choosing a Chinese factory means accessing a supply chain that can scale from small artisan batches to millions of units for global retail distribution. We offer significant cost savings without compromising on the quality of the borosilicate glass or the precision of the graduations.

Bogart Glass is a comprehensive enterprise integrating development, research, production and sales. Our products are used in cosmetic packaging: all kinds of essential oil bottles, cream bottles, lotion bottles, glass perfume bottles, etc., as well as with cover, with various nozzles, pressure pumps, and hardware kits. And product reprocessing, such as: high and low temperature silk screen, spray paint, hot stamping silver, frosting, grinding, spraying, polishing and so on.
Our Evolution:
Accumulate production experience and technology, produce on a small scale, and establish a foothold in the local market with quality and integrity. Growth and development (2008-2015): expand the product line to cosmetics glass bottles such as lotion bottles, improve processes, such as high and low temperature silk screen printing, and optimize sanding. Process Upgrade and Start of Foreign Trade (2015-2020): Breakthroughs in hot stamping/silver stamping processes, innovative sanding and polishing, and production of professional glass bottles such as essential oils.
Procurement officers from international laboratory supply companies and beverage giants look for three main factors: Reliability, Compliance, and Scalability. Our glass graduated bottles meet international standards such as ISO 4796 for lab glassware. We understand the complexities of global logistics, ensuring that our products are packed using reinforced shock-absorbent materials to prevent breakage during sea or air freight.
Local applications vary from craft breweries in Portland needing 500ml swing-top bottles for kombucha, to pharmaceutical startups in Shanghai requiring custom 2000ml reagent bottles for clinical trials. Our versatile production line handles it all.
Advanced glass melting furnaces ensure that glass raw materials are fully melted, with a large daily output of glass liquid, which can meet the needs of large-scale production.
Strictly test each batch of raw materials to ensure they meet high-quality standards and control product quality from the source.
Our professional R&D team covers materials science and process design, developing customized solutions for unique industrial needs.
We use advanced technology and equipment to improve energy efficiency. Our factory implements environmental protection measures that go beyond local regulations, ensuring that our manufacturing footprint is as clear as our glass.
As a global leader in the China glass graduated bottles market, we continue to invest in the latest technology to serve our clients. Our factory in Guangzhou is more than just a production site; it is a center of excellence where science meets craftsmanship. By choosing Guangzhou Bogart Glass Products Co., Ltd., you are partnering with a manufacturer that values your brand's integrity as much as you do.
Our commitment to quality, our competitive pricing, and our ability to handle complex customizations make us the preferred partner for businesses worldwide. Whether you are looking for medical-grade media bottles or luxury cosmetic packaging, our team is ready to deliver excellence to your doorstep. Sincerely looking forward to working together to embark on a beautiful new chapter in your product development journey!